

增材制造被认为是“一项将要改变世界的技术”。光固化3D打印是其中的一个重要方向,以数字化模型为基础通过光与材料(多为树脂、陶瓷浆料、纳米金属颗粒浆料等)的反应实现结构的成型,并借由局部光聚合反应,可实现相对较高的光学分辨率及打印精度。目前,从光固化3D打印技术的发展来看,主要是从两个维度进行聚焦: 一个是宏观的维度,也就是实现大幅面、大尺寸、高速度的3D打印;另一个是微观的维度,即实现微米、纳米尺寸的精细3D打印。
在微纳机电系统、生物医疗、新材料(超材料、复合材料、光子晶体、功能梯度材料等)、新能源(太阳能电池、微型燃料电池等)、微纳传感器、微纳光学器件、微电子、生物医疗、印刷电子等领域,复杂三维微纳结构有着巨大的产业需求【1】。
微纳尺度光固化3D打印在复杂三维微纳结构、高深宽比微纳结构和复合(多材料)材料微纳结构制造方面具有很高的潜能和突出优势,而且还具有设备简单、成本低、效率高、可使用材料种类广、无需掩模或模具、直接成形等优点,因此,微纳米光固化3D打印技术在近几年正在受到越来越多的科研机构、企业以及终端用户的青睐。在全球范围内已经成熟商业化的微纳米光固化3D打印技术主要有:双光子子聚合TPP(Two-photon polymerization based direct laser writing)技术和PμSL面投影立体光刻技术(Projection Micro Stereolithography) 。
TPP是一种利用超快脉冲激光将光敏材料(树脂、凝胶等)在焦点区域固化成型的工艺。PμSL则是使用紫外光,通过动态掩模上的图形整面曝光固化树脂成型的工艺。这两种技术是目前常用的微纳米尺度3D打印的技术,其中TPP打印的精度可实现100 nm以下,目前德国和立陶宛等国家有商业化的设备产品。 PμSL目前在实验室阶段可实现几百纳米精度,已经商业化的产品可达几个微米的打印精度,多见于深圳摩方材料公司的nanoArch系列微纳3D打印设备,为全球首款商业化的PμSL微尺度3D打印设备产品。本文将从几个方面对上述两种技术进行系统介绍。
技术原理
光固化(photocuring)是指单体、低聚体或聚合体基质在光诱导下的固化过程。光固化3D打印,是指通过控制光斑的图案或者振镜扫描路径,曝光区域的液态树脂聚合成固态物质,未曝光的区域树脂不参与聚合反应,通过精密控制Z轴移动,从而层层堆积快速成型样件。光固化3D打印,目前有单光子吸收聚合和双光子吸收聚合两种树脂聚合方法。单光子吸收 (SPA) 是指激发态电子吸收一个能级差的能量从低能级跃迁到高能级的过程,光吸收效率与入射光强是线性相关的。
PμSL是利用单光子吸收聚合反应而成的打印技术,入射光进入液态树脂后,在吸收剂的作用下,光强逐渐减小,因此有效聚合反应只发生于树脂表面很薄的一层, 如图1所示。双光子吸收 (TPA) 则是受激电子同时吸收两个光子能量实现跃迁的过程,这是一种非线性效应,即随着光能量密度的增加,该效应会快速加强。因此入射光可穿过液态树脂,在其空间中的一个极小区域发生体像素固化成型。如图1所示,双光子吸收主要发生在某一点处,通常是光束焦点位置。这也是因为此处光强足够高,促使聚合物发生双光子吸收效应而发生聚合反应。

图1. 单光子吸收和双光子吸收【2】。其中,基于单光子吸收的3D打印设备可采用点光源或面光源(如PμSL),而TPP使用的是点光源。
从图1中也可以看出,双光子吸收具有高局域性,这一点是单光无法实现的。借助这种高局域性质,目前小于一百纳米尺度的3D打印也成为了现实。将激光聚焦,使得激光焦点处光强超过双光子吸收阈值,控制反应区域在焦点附近极小的区域,改变激光焦点在样品中的相对位置,便可打印3D 微纳米结构,且具有极高的打印精度。而单光子吸收,具有曝光面积大,在达到较高打印精度的同时,且具有极高的打印速度。
制备工艺和设备
双光子聚合TPP微纳米3D打印过程以图2为例: 飞秒激光通过超高倍率的聚焦系统聚焦在光敏材料上,由光敏材料的双光子吸收发生聚合作用。其中,光敏材料一般是涂覆在载玻片或硅片上,载玻片是置于压电陶瓷平台上。通过移动精密压电陶瓷平台或振镜扫描,控制激光焦点位置的移动,即可实现微纳3D结构的成型,成型后使用有机溶剂冲洗(浸泡)样品,去除残余的未聚合材料,最终获得3D结构样品。其打印过程一般无需将打印件从树脂槽底部剥离,也无需安装刮刀进行光敏树脂液面的涂覆。

图2 典型的TPP打印系统示意图【3】
PμSL的操作过程(如图3)是将LED发射的紫外波段光反射在一个数字微镜装置(DMD)上,再让紫外线按照设定图形对液态树脂进行一个薄层的曝光。表层树脂固化后,下降打印平台,更多的液态树脂会流到已固化层之上,新的一层液态材料继续被紫外线照射曝光。完成的打印物品只用清理掉残留液态树脂就可被用作为装置、样品或者模具。
通常的TPP打印采用的是红外飞秒脉冲激光作为光源,飞秒脉冲激光器的价格昂贵且随着使用时间积累存在衰减问题。PμSL则可选用工业级UV-LED 作为光源,光源寿命长(10000小时)、成本低(通常低于十万)、更换成本相对较低。设备使用环境要求方面,TPP打印的设备大多建议使用黄光无尘室,PμSL 3D打印系统只需要正常洁净的空间放置即可,无黄光无尘室的要求。

图3 典型PμSL打印系统的设备示意图
打印性能
就打印分辨率来讲,PμSL技术通过DMD芯片的选择和投影物镜微缩,可实现的打印分辨率在几百纳米至几十微米的尺度范围。而TPP双光子聚合由于其聚合反应的高度局域,且突破了光学衍射极限,最高可以实现一百纳米左右的超高打印分辨率。
就打印速度来讲,由于PμSL技术利用整面投影曝光,而TPP技术采用逐点扫描加工,因此打印速度上也存在较大差异。以整体大小2 mm (L) × 2 mm (W) × 70 μm (H),最小特征尺寸5μm的仿生槐叶萍模型举例,PμSL打印设备可在15分钟内打印完成,相对来说,TPP打印设备则需要16小时【4】。
就打印幅面来讲,TPP技术因为激光焦点位置的精密移动通常由精密压电陶瓷平台或扫描振镜提供,移动范围有限,辅以扫描振镜技术或机械拼接,典型打印幅面约3mm×3 mm左右。PμSL技术由DMD芯片幅面和投影物镜倍率决定单投影曝光幅面,还可以通过机械拼接实现更大幅面,如图2为深圳摩方材料科技有限公司的设备制备的高精度大幅面跨尺度打印的样品,其样品整体尺寸为:88×44×11 mm3,杆径:160 μm。摩方材料公司的设备最大打印幅面可达100mm×100mm。

图4 高精度跨尺度打印
就打印材料来讲,双光子吸收的特殊性也使得TPP打印对材料的选择较为苛刻,如要求树脂必须对工作波长的激光是透明的以保证激光能量可以在树脂内聚焦,且具有较高的双光子吸收转化率,因此所用的材料种类相对受限(如SCR树脂、IP系列树脂、SU8树脂、PETA等)。而PμSL打印材料多为光敏树脂,可打印透明树脂材料和不透明的复合树脂材料,种类比较广泛且商业化(如硬性树脂、韧性树脂、耐高温树脂、生物兼容性树脂、柔性树脂、透明树脂、水凝胶、陶瓷树脂等)。
从应用层面来看
TPP技术是目前纳米尺度三维加工较为普遍的加工技术,在诸多科研领域中有着广泛应用,包括纳米光学(如光子晶体、超材料等)、生命科学(细胞培养组织、血管支架等)、仿生学、微流控设备(阀门、泵、传感器等)、 生物芯片等,如图5所示。但另一方面,受其加工幅面及速度的限制,TPP打印的工业化应用较少,目前仍急需突破。

图5 TPP微纳米3D打印的案例【5】
PμSL在科研领域的应用包括仿生学(槐叶萍结构【4】)、生物医疗(支架结构、微针)、微流控管道、力学、3D微纳制造、微机械、声学等,如图6。

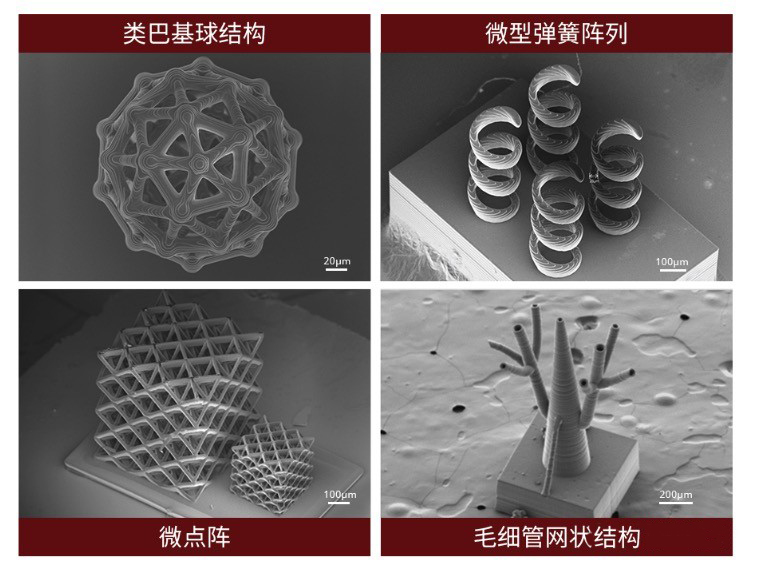
图6 PμSL微纳米3D打印的案例【4】
相较于TPP,PμSL 加工速度快、打印幅面大、加工成本低以及宽松的环境要求等特点,使其工业应用领域已实现了内窥镜、导流钉、连接器、封装测试材料等的批量加工和应用。例如眼科医院用于治疗青光眼的导流钉(如图7示),导流钉中微弹簧直径可达200微米、打印材料具有优异的生物相容性,该导流钉在治疗中可有效改善眼压和流速。此外,亦有通讯公司用于芯片测试的socket插座,如图8示,能实现半径可达100微米,间隔50微米的致密结构。在医疗领域比较知名的内窥镜制造企业也已经使用PμSL制造出高纵横比、薄孔径的内窥镜底座,最小薄壁厚度70微米,高至13.8毫米。另外,除了打印树脂材料,PμSL工艺也可以打印陶瓷(图9为陶瓷打印样件)。
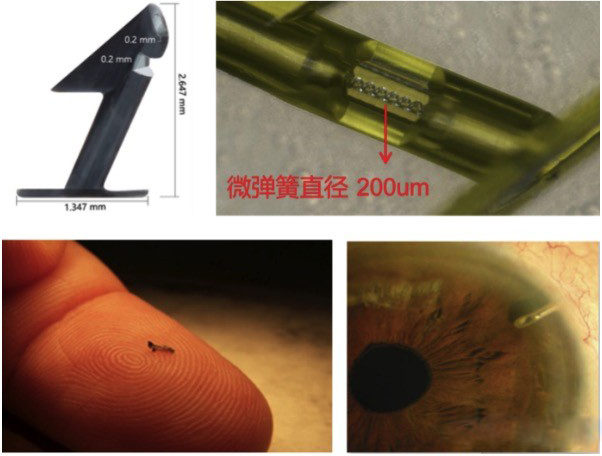
图7 眼科医院用于治疗青光眼的导流钉(引流管、 短突、 翼领)

图8 内窥镜头端和socket插座
图9 陶瓷打印样件
总而言之,作为微尺度代表性的两种光固化3D打印技术,TPP和PμSL技术具有各自的打印特点及相关应用领域。TPP打印精度高达一百纳米左右,加工尺寸和材料相对受限,已经在光学、超材料、生物等科研领域,有着广泛的应用。在大幅面的微尺度3D打印技术方面,PμSL面投影立体光刻具有加工时长短、成本低、效率高的优点,也已广泛应用在科学研究、工程实验、工业化等多个领域。
文/PuSL高精密3D打印
参考文献:
【1】兰红波,李涤尘, 卢秉恒. 微纳尺度3D打印. 中国科学: 技术科学. 2015, 45(9): 919-940.
【2】S. H. Wu , J. Serbin, M.Gu. Two-photon polymerisation for three-dimensional micro-fabrication Journal of Photochemistry and Photobiology A: Chemistry 181 (2006) 1–11
【3】S. H. Park, D. Y. Yang and K. S. Lee. Two-photon stereolithography for realizing ultraprecise three-dimensional nano/microdevices. Laser & Photon. Rev.3, No. 1–2, 1–11 (2009)
【4】Xiang Y. L., Huang S. L.,Huang T. Y., Dong A.,Cao D.,Li H. Y.,Xue Y. H., Lv P.Y.and Duan H. L. Superrepellency of underwater hierarchical structures on Salvinia leaf. PNAS. 2020, 117(5):2282-2287.
【5】M. Malinauskas, M. Farsari, Algis Piskarskas, S. Juodkazis. Ultrafast laser nanostructuring of photopolymers: A decade of advances. Physics Reports 533 (2013) 1–31





